Hiểu được tầm quan trọng của từng đặc tính của chất bôi trơn là yếu tố quan trọng để đảm bảo tuổi thọ và hoạt động hiệu quả của máy móc công nghiệp. Trọng tâm của các đặc tính này nằm ở độ nhớt, có lẽ là đặc tính vật lý quan trọng nhất của chất bôi trơn, cho dù đó là dầu hay mỡ. Bài viết này đánh giá độ nhớt của chất bôi trơn, đặc biệt là vai trò quan trọng của chỉ số độ nhớt (VI) trong việc lựa chọn chất bôi trơn.
Chỉ số độ nhớt là gì?
Chỉ số độ nhớt có tên tiếng Anh là Viscosity Index viết tắt là VI, là một thước đo về sự thay đổi độ nhớt theo nhiệt độ hay còn gọi là độ bền nhiệt của dầu mỡ bôi trơn.
VI càng thấp, độ nhớt càng bị ảnh hưởng bởi những thay đổi về nhiệt độ. VI ban đầu được đo trên thang từ 0 đến 100, tuy nhiên với những tiến bộ trong khoa học bôi trơn đã dẫn đến sự phát triển của các loại dầu có VI cao hơn nhiều.
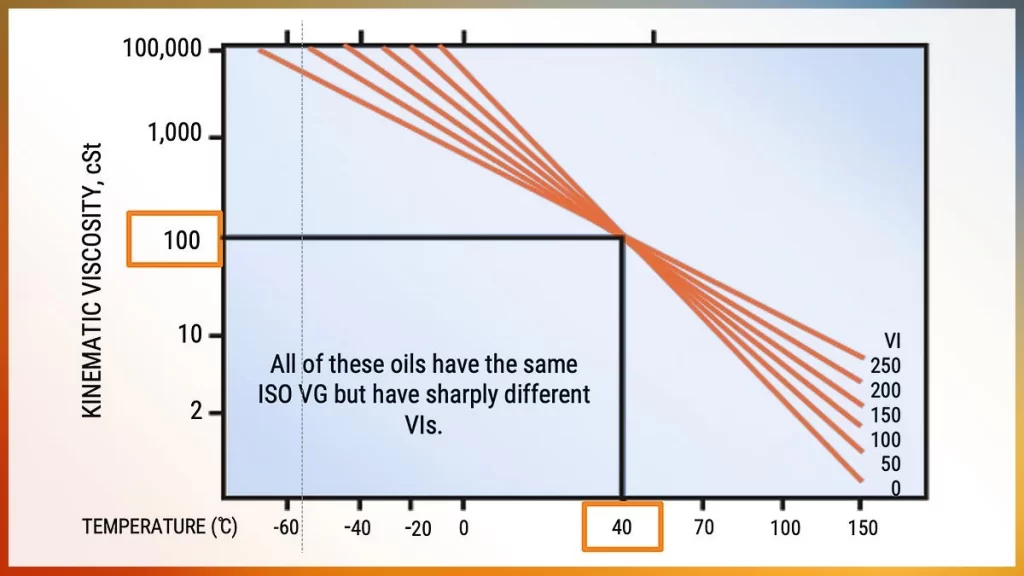
Hệ thống Cấp độ nhớt ISO chỉ báo cáo độ nhớt ở một nhiệt độ duy nhất: 40℃. Quan trọng nhất, đối với dầu thủy lực, bạn cần biết độ nhớt thay đổi như thế nào so với sự thay đổi nhiệt độ.
Chỉ số độ nhớt được phát triển cho mục đích này (ASTM D2270) bởi E. Dean và G. Davis vào năm 1929. Nó là một số không có đơn vị, có nguồn gốc thực nghiệm. Dựa trên phương pháp luận, dầu thô Pennsylvania (parafinic) được đặt làm chuẩn ở một cực, đại diện cho khả năng thay đổi độ nhớt thấp so với nhiệt độ.
Hiện nay với những loại dầu gốc tinh chế và tổng hợp nên VI lớn hơn 100 . Phụ gia cải tiến VI và dầu gốc chất lượng cao hơn được sử dụng rộng rãi ngày nay làm tăng VI có thể đạt được vượt quá giá trị 100. Chỉ số độ nhớt của dầu tổng hợp nằm trong khoảng từ 80 đến hơn 400.
Đại đa số các chất bôi trơn trên thị trường sẽ có VI trong khoảng 90 đến 160.
Hiểu biết về VI là rất quan trọng để phân biệt liệu chất bôi trơn có đáp ứng các yêu cầu vận hành của máy móc trong các phạm vi nhiệt độ khác nhau hay không. Chỉ số độ nhớt giúp lựa chọn chất bôi trơn phù hợp để bảo dưỡng máy móc hiệu quả.
VI của dầu được xác định bằng cách đo độ nhớt của dầu ở hai nhiệt độ chuẩn: 40°C và 100°C. Sau đó, các giá trị này được so sánh với thang đo được lấy từ hai loại dầu tham chiếu. Dầu khoáng thông thường thường có VI trong khoảng từ 95 đến 100, trong khi dầu khoáng tinh chế cao có VI vào khoảng 120.
Dầu tổng hợp , được biết đến với chất lượng vượt trội, có thể có VI lên đến 250 hoặc hơn. Đây là một con số không có đơn vị, nhưng nói một cách đơn giản: VI cao hơn được mong muốn hơn vì điều này cho thấy tốc độ thay đổi độ nhớt thấp hơn theo biến động nhiệt độ.
Khái niệm này có thể được hình dung thông qua đồ thị với độ nhớt trên trục dọc và nhiệt độ trên trục ngang. Dầu có VI cao hơn thể hiện độ dốc ngang nhiều hơn, cho thấy khả năng duy trì lớp màng bôi trơn ổn định trong phạm vi nhiệt độ rộng hơn.
Tác động của chỉ số độ nhớt lên các loại máy móc khác nhau
Các loại máy móc khác nhau, chẳng hạn như hộp số , máy nén, động cơ cacte và thủy lực, mỗi loại đều có nhu cầu bôi trơn riêng. Những nhu cầu này chịu ảnh hưởng lớn bởi thiết kế, tải trọng vận hành và tốc độ của máy móc, từ đó quyết định độ nhớt cần thiết và theo đó là chỉ số độ nhớt của chất bôi trơn.
Ví dụ, trong hộp số hoặc máy nén, VI phù hợp là bắt buộc để đảm bảo chất bôi trơn duy trì độ dày màng thích hợp trong điều kiện nhiệt độ và tải hoạt động thay đổi. Nếu nhiệt độ hoạt động giảm xuống như trong thời gian xuống dốc hoặc điều kiện thời tiết lạnh, độ nhớt sẽ trở nên quá đặc dẫn đến một số vấn đề, bao gồm tăng mức tiêu thụ năng lượng với ma sát chất lỏng cao hơn hoặc hạn chế lưu thông dầu.
Nếu nhiệt độ vận hành quá cao, thì độ nhớt giảm sẽ dẫn đến hao mòn cơ học nhanh chóng. Cả hai trường hợp đều dẫn đến hỏng hóc sau đó. Cả hai trường hợp đều được giảm nhẹ bằng VI cao hơn được lựa chọn đúng.
Rõ ràng là VI cao đặc biệt quan trọng trong các máy có sự thay đổi nhiệt độ lớn. Ví dụ, chất bôi trơn trong máy nén ngoài trời vào buổi sáng lạnh có thể phải đối mặt với các điều kiện khác biệt đáng kể vào giữa trưa khi nhiệt độ tăng. Chất bôi trơn có VI cao sẽ ít dao động về độ nhớt, cung cấp khả năng bảo vệ nhất quán hơn trong suốt những thay đổi nhiệt độ này.
Tuy nhiên, vai trò của VI không chỉ dừng lại ở việc quản lý các biến thể độ nhớt do nhiệt độ gây ra. Mà còn đảm bảo rằng chất bôi trơn có thể hỗ trợ hiệu quả cho thiết kế và nhu cầu vận hành cụ thể của máy móc. Chất bôi trơn lý tưởng tạo thành một lớp màng đủ chắc chắn để ngăn chặn tiếp xúc kim loại với kim loại, nhưng vẫn đủ lỏng để cho phép các bộ phận chuyển động hiệu quả.
Chất cải thiện chỉ số độ nhớt
Khoa học đằng sau việc bôi trơn đã phát triển để đáp ứng nhu cầu đa dạng và khắt khe của máy móc hiện đại trong nhiều thập kỷ, dẫn đến sự phát triển của Chất cải thiện chỉ số độ nhớt (VII). Đây là các chất phụ gia được thiết kế để tăng cường VI của chất bôi trơn, cho phép nó hoạt động hiệu quả trong phạm vi nhiệt độ rộng hơn.
VII thường là các Polyme được thêm vào dầu để giảm thiểu tốc độ thay đổi độ nhớt theo nhiệt độ (do đó làm tăng VI). Về cơ bản, chúng hoạt động bằng cách giãn nở khi nóng lên, điều này chống lại xu hướng tự nhiên của dầu là loãng ở nhiệt độ cao hơn. Việc sử dụng VI giúp mở rộng phạm vi nhiệt độ mà dầu có thể hoạt động hiệu quả.
Một trong những thách thức với chất cải thiện VI là chúng có thể bị tiêu hao trong quá trình sử dụng, đặc biệt là trong môi trường chịu ứng suất cao như hộp số hoặc động cơ. Sự tiêu hao này có thể dẫn đến mất độ nhớt vĩnh viễn và do đó, làm giảm hiệu quả của chất bôi trơn.
Đây là hiện tượng được gọi là mất độ nhớt tạm thời (TVL) và là yếu tố quan trọng cần cân nhắc khi lựa chọn chất bôi trơn có chất cải thiện VI, đặc biệt là đối với các ứng dụng cắt cao. Với dầu khoáng thường yêu cầu nhiều VI hơn, còn chất tổng hợp thì bản thân nó đã có VI cao do được tinh chế chọn lọc.
Bất chấp những hạn chế này, lợi ích của VI là không thể phủ nhận, đặc biệt là đối với thiết bị hoạt động trong phạm vi nhiệt độ rộng. Điều quan trọng là chọn chất bôi trơn có sự cân bằng phù hợp giữa các chất cải thiện VI để đáp ứng nhu cầu cụ thể của máy móc mà không gây ra rủi ro không đáng có về mất độ nhớt do cắt.
Lựa chọn chỉ số độ nhớt phù hợp
Việc lựa chọn đúng VI cho chất bôi trơn vừa là nghệ thuật vừa là khoa học. Nó đòi hỏi sự hiểu biết sâu sắc về các thông số vận hành của máy móc và điều kiện môi trường. Sau đây là một số phương pháp hay nhất để hướng dẫn quá trình lựa chọn này:
Hiểu rõ yêu cầu của máy móc :
Mỗi loại máy móc đều có nhu cầu về độ nhớt riêng dựa trên thiết kế, tốc độ vận hành và tải trọng. Hiểu rõ các yêu cầu này là bước đầu tiên để lựa chọn chất bôi trơn có VI phù hợp. Ví dụ, ổ trục trong máy móc tốc độ cao có thể cần loại dầu có độ nhớt thấp hơn so với ổ trục trong hệ thống bánh răng tốc độ chậm, tải trọng nặng. Dầu có độ nhớt thấp hơn có thể bị ảnh hưởng nhiều hơn bởi những thay đổi nhỏ trong VI, do đó, việc lựa chọn đúng loại dầu là rất quan trọng.
Xem xét môi trường vận hành:
Không có gì ngạc nhiên khi nhiệt độ môi trường và sự thay đổi nhiệt độ đóng vai trò quan trọng trong việc lựa chọn VI. Máy móc hoạt động ngoài trời trong điều kiện khí hậu thay đổi sẽ được hưởng lợi từ chất bôi trơn có VI cao hơn so với chất bôi trơn được sử dụng trong môi trường được kiểm soát chặt chẽ hơn.
Cân bằng VI với các đặc tính bôi trơn khác:
Mặc dù VI rất quan trọng, nhưng đó không phải là đặc tính duy nhất cần xem xét. Việc cân bằng VI với các đặc tính bôi trơn khác, chẳng hạn như loại dầu gốc, thành phần phụ gia và khả năng chống mài mòn, là điều cần thiết để có hiệu suất bôi trơn tối ưu.
Ví dụ về lựa chọn chỉ số độ nhớt VI cho hộp số công nghiệp:
Hộp số công nghiệp lớn hoạt động trong điều kiện khí hậu thay đổi. Vào mùa đông, nhiệt độ giảm mạnh và khiến chất bôi trơn đặc lại, có thể dẫn đến tình trạng bôi trơn không đủ khi khởi động. Ngược lại, vào mùa hè nóng nực, chất bôi trơn đó có thể trở nên quá loãng và không duy trì được lớp màng bôi trơn đầy đủ.
Đội bảo trì ban đầu sử dụng dầu khoáng thông thường có VI trung bình. Tuy nhiên, họ nhận thấy sự hao mòn tăng lên khi nhiệt độ thay đổi theo mùa, dẫn đến việc bảo trì thường xuyên và thời gian ngừng hoạt động tốn kém.
Giải pháp đi kèm là chuyển sang chất bôi trơn tổng hợp có VI cao hơn và chất cải thiện VI. Sự thay đổi này dẫn đến độ nhớt ổn định hơn qua các biến đổi nhiệt độ, giảm mài mòn và kéo dài tuổi thọ của hộp số. Đây là một ví dụ phổ biến nhấn mạnh tầm quan trọng của VI trong việc lựa chọn chất bôi trơn và tác động trực tiếp của nó đến độ tin cậy của máy móc và chi phí bảo trì.
Kết luận
Chỉ số độ nhớt không chỉ là một con số trên bảng dữ liệu của chất bôi trơn mà còn là một yếu tố quan trọng để đảm bảo máy móc vận hành hiệu quả và bền bỉ. Hiểu và sử dụng VI trong việc lựa chọn chất bôi trơn có thể cải thiện đáng kể hiệu suất máy móc, giảm chi phí bảo trì và kéo dài tuổi thọ thiết bị. Cho dù bạn là một chuyên gia bảo trì dày dạn kinh nghiệm hay mới bước vào thế giới bôi trơn công nghiệp, việc thừa nhận vai trò quan trọng của VI chắc chắn sẽ nâng cao cách tiếp cận của bạn đối với việc bảo trì máy móc.
Luôn cập nhật thông tin và sử dụng các công cụ như máy tính VI là một phần thiết yếu trong việc lựa chọn chất bôi trơn. Nó có thể giúp đảm bảo máy móc của bạn tiếp tục hoạt động ở mức cao nhất, bất kể những thách thức do nhiệt độ và nhu cầu vận hành thay đổi.
Hỗ trợ Kỹ thuật của Công ty Cổ phần Mai An Đức:
Công ty CP Mai An Đức chuyên cung cấp các giải pháp bôi trơn toàn diện và tối ưu nhất cho thiết bị máy móc của Khách hàng. Chúng tôi có đầy đủ các thiết bị chẩn đoán sự cố dầu bị nhiễm bẩn tạp chất, nhiễm nước …để đưa ra những cảnh báo và các giải pháp xử lý bằng cách sử dụng phương pháp lọc để giải quyết triệt để sự cố nêu trên:
Tiến hành Test mẫu dầu mỡ nhờn để so sánh chất lượng với sản phẩm khách hàng đang sử dụng để đưa ra quyết định sử dụng sản phẩm phù hợp.
Đo độ sạch dầu Tuabin: Theo tiêu chuẩn: ( Nas 1638, ISO 4406, SAE 4059), In kết quả trược tiếp bằng máy LASPAX II-P-M-W, Hãng STAUFF( Đức)
Tiến hành lọc bằng thiết bị lọc dầu chân không với các bộ lọc thô, lọc tinh, lọc từ tính…để tách nước và loại bỏ tạp chất đạt tiêu chuẩn của NAS 3, ISO 14/12/9.
Hỗ trợ tư vấn và training về kiến thức dầu mỡ nhờn cho cán bộ kỹ thuật và vận hành tại Nhà máy khi khách hàng có yêu cầu.